



ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
該解決方案與相應的 Hermite-Gaussian 結果不一致(對於大 e,它們應該如此)。在這種情況下,應使用高斯束腰光束選項來模擬光束模式。雷射的一般輸出可以從近軸波動方程的解中找到。對於雷射增益孔徑中的矩形、圓形和橢圓對稱性,已經找到了該方程的三組正交解。所有這三種解決方案都可以在物理光學傳播 (POP) 中的 OpticStudio 中建模。
2057
w**elab86_Swsp ??? 3年前
SolidWorks包絡倒角在壓力容器設計建模的應用 
從下圖能夠看出,位置1和位置2尺寸不一樣,而普通倒角方式是沿著倒角線采用統一尺寸掃掠切除,因此采用普通倒角方式形成下圖右邊的樣式——補強板與直管之間并沒有進行無縫過渡連接。這在二維設計剖面圖中看不出來,而三維模型中卻是錯誤的,無論是作為外觀顯示還是要進行仿真應力分析,這個模型都是錯誤的。 包絡線倒角正是為解決這樣的相貫線上倒角切除不一致問題而設計的。
3305
土瓦 ??? 2年前
生產制造 | EDGECAM使用雙角銑刀輕松高效實現倒角去毛刺 
步驟一選定“倒角”加工策略,選擇零件模型邊界或特征,倒角類型“倒角”或“去毛刺”設置轉速、進給切削參數等。注意:如果模型畫有倒角,倒角類型選擇“倒角”功能;如果模型未畫倒角,倒角類型應選擇“去毛刺”。步驟二根據零件特征設定倒角深度、接觸點等切削參數。
2684
海克斯康設計與仿真 ??? 1年前
地表最強半導體封裝前處理 - Ansys Mechanical/Stacker Mesh Workflow 

確保錫球與基板 (Substrate)、晶圓 (Die) 介面間的節點匹配與應力傳遞精度。第四單元:Underfill Fillet 建模與複雜曲面處理高階挑戰:處理底層填膠 (Underfill) 溢料圓角的網格連續性。非規則幾何的 Stacker 實作技巧:如何將 Fillet 融入堆疊工作流。
1421 2
鄭鈞 Adam ??? 4月前
塑膠件的結構設計:倒角篇 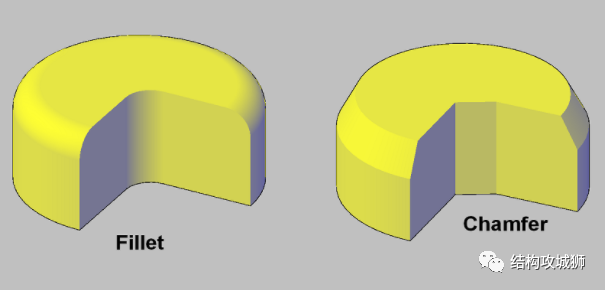
圓角有助于將應力分布在更大的表面上,防止受力部分快速變形甚至開裂。(尤其是耐應力開裂性差的聚碳酸酯材料,如果成型條件不當或塑膠件結構不合理,則會產生很大的內應力,特別容易產生應力開裂。)
9786 3
結構攻城獅 ??? 3年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
觀察上圖,我們可以看到輸入的圓偏振被轉為線偏振。假如我們將Jones Matrix當作x方向上的半玻板 (Areal = -1, Dreal = +1,其餘元素皆為0),這時輸出的圓偏振方向會與輸入時相反(例如輸入左旋圓偏振後會產生右旋圓偏振的結果)。
2425
w**elab86_Swsp ??? 3年前
干貨分享:外圓車削技巧 
零件上的倒角將使刀刃能夠更順利地進入 (無論是端面還是縱向車削)。
2633
數控編程網 ??? 3年前
汽車輪廓軸承外尺寸檢測解決方法 
、倒角R及倒角尺寸,對稱、非對稱、對數曲線滾子凸度及滾子球基面測量功能; 具備軸承溝道,內孔及端面表面粗糙度測量功能; 分離式操作控制臺,控制X、Z軸移動,使得測針順利進入工件測量位置 可將數據掃描點輸出到CAD、ASCII格式文件,方便細節觀察工件表面缺陷。
2053
深圳市中圖儀器股份有限公司 ??? 3年前
UG NX注塑模具設計教程之2D排位實例講解 
根據模仁高度在A、B板開框的4角倒不同大小的圓角或避空角。4角導角不小于R10,(一般模仁倒R12,模框倒R10)因CNC開框刀徑越大,加工就越快,直角公差越小。CNC下刀量一般是刀徑的4-5倍。
9202
張偉一 ??? 3年前
詳解丨什么是齒輪修形? 
齒『頂』修形(齒頂倒角/倒圓) 因為機加工誤差(毛刺、崩邊...),以及齒輪嚙合時是先“點-線接觸”,齒頂角很容易損壞,因此需要設計倒角/倒圓。
3929 3
EDC電驅未來 ??? 4年前
去毛刺更省時省力的方式方法大全! 
第二種: 德國利瑪的全能的設備,去毛刺倒角復合機,它可以去毛刺、倒角 、表面拉絲 、金屬表面一次處理。 第三種: 去毛刺、倒角的一些小工具,單件或小批量生產時可用得到。
2227 1
機械加工網 ??? 4年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
上方視場角為0°到30°的-3.00D透鏡範例中,在OpticStudio中我們能求得基本曲線為+4.50D。在Layout中我們可以看到一個傳統的眼科半月形鏡片,這個基本曲線是個常見的形狀。然而,這個結論是根據我們的設計流程而來的,基於平面入射波、視場角與其權重、透鏡與眼睛旋轉中心的距離、一些像差的忽略 (尤其是對畸變的忽略),以及其他更多的假設。
2212
w**elab86_Swsp ??? 3年前
軸承、螺栓、螺絲取不下來?看看這篇 
看看下面,用這個傳說中的小工具倒一下角 之后的事情,你應該懂了。。。
3032
化工交流 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
4、刃口處理的選用:刀片的切削刃倒圓(ER)也會影響切削力。一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點應予以考慮,特別是在長刀具懸伸和加工小孔時。刀片的后刀面磨損(VB)將改變刀具相對孔壁的后角,并且,這還可能會成為影響加工過程切削作用的根源。
2593 1
數控編程網 ??? 3年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
(一般情況下最小彎曲半徑R>=0.5T)注意:1)產品設計時應避免折彎R角過小,否則易引起應力集中。2)R角尺寸必須標注在內側。(具體原因:折彎時工件貼緊沖頭,沖頭的R角決定了工件的R角,并且易于控制和調整。)(2)彎曲件的彎邊長度不宜過小,否則在彎邊時模具對材 料的支持長度太小,不容易得到形狀準確的零件,彎曲件往往容易外倒. H>R+2T.
3106 1
機械工程師 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
2、改善刀具的切削能力刀具的材料、幾何參數對切削力、切削熱有重要的影響,正確選擇刀具,對減少零件加工變形至關重要。1)合理選擇刀具幾何參數。①前角:在保持刀刃強度的條件下,前角適當選擇大一些,一方面可以磨出鋒利的刃口,另外可以減少切削變形,使排屑順利,進而降低切削力和切削溫度。切忌使用負前角刀具。②后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。
2252
UG編程模具設計實戰 ??? 3年前
“精沖”怎么實現?減少沖裁間隙效果最差,試試這三種工藝 
突刺的原理是在沖孔前將材料壓死,刺入材料中形成橫向的側向力,以防止在沖裁過程中材料被拉入刀口內部形成塌角。同時因為突刺沖裁部分受三向力作用,相互抵消而避免在沖裁過程中材料出現塌角、斷面、毛刺等現象,提高了材料塑性、產品平面度及沖裁精度。以上四種方法都可以達到精沖的效果,沒有好壞之分,只要能搞定產品滿足客戶需求就是最好的方法。
2039
UG編程模具設計實戰 ??? 4年前
基于宏觀斷裂力學的CFRP薄壁結構耐撞性能研究及應用 
另一方面,試樣的倒角在加工過程中,由于加工工藝的問題,使仿真的倒角與實際區別較大,導致仿真結果峰值力偏小。而在達到最大峰值力后,載荷力穩定在28.29 kN左右,與試驗相比,誤差僅有1.47%。
4722 12 3
汽車-小江 ??? 2年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
將正常情況下的前后模料位倒過來開模的方法稱為反呵。30. 什么叫浮呵?局部有倒扣的地方采用小鑲件彈出的出模方法稱為浮呵。31. 什么叫吃前模?開模時,產品留在前模稱為吃前模。32. 什么叫頂白?頂出時所需模力較大,頂針不夠力,使產品局部被頂壞,從產品正面看,有明顯的白色為頂白,又叫頂高水口。33. 什么叫烘印?
3457
UG模具設計材料 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
②后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。 ③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。
2505
模具設計UG編程教學 ??? 3年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
